
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑点火升温方案,就让厂家的小编介绍下吧。 一、检修烘烤要求1.当停窑时间大于24小时,窑内温度降至常温,回转窑内不更换耐火材料或者更换量较少,升温12h,曲线如下:2. 回转窑烧成带换砖长度10m≤L<20m,或者40m以后换砖长度L≥20m时,升温14h,曲线如下:3.回转窑烧成带换砖长度L≥20m,或窑口或窑尾或窑头罩更换浇注料时,升温16h。以上就是的小编介绍的内容。
大齿轮加工厂家如何把控加工精度,就让厂家的小编介绍下吧。(1)运动的精确性齿轮的传递都是必须要准确的,传动的变化需要有一个规定的范围。(2)大齿轮在工作的使用中,稳定性,噪声小,这些都是要求限制齿轮在传动的变化都是需要在一定的限度的。(3)载荷均匀性啮合齿的齿面接触良好,这需要齿轮在传递的动力时或者是载荷量分布不够均匀而导致接触的应力过大,就会引起齿轮面的过早磨损。以上就是的小编介绍的内容。

回转窑轮带内表面保养及注意事项,就让厂家的小编介绍下吧。1.润滑油、润滑脂要按规定使用。使用代用品时必须符合规定的油质性能的要求。如供应困难,也只能用粘度较大的同种润滑剂代替粘度较小的。2.经常注意窑筒体温度,烧成带窑筒体温度可通过红外线扫描装置的自动记录仪来判明,烧成带窑筒体表面温度最高不得超过400℃;以上就是的小编介绍的内容。
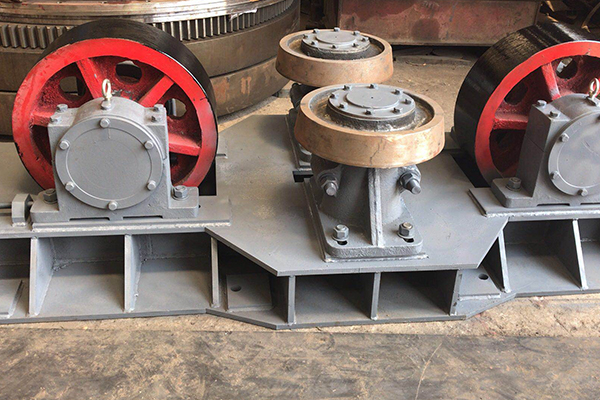
托轮的更换方法是什么呢,就让滚筒挡轮厂家的小编介绍下吧。1.编制检修方案,掌握关键尺寸、精度要求,做好技术准备。 2.清理现场油污,找出窑及托轮中心线,并在托轮底座和基础底板上打上记好。 3.把千斤顶、倒链等工具运到检修现场。 4.待窑冷却后,把千斤顶稳定地置于轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。 5.拆除托轮瓦的隔热板,放在不碍事的地方。 就让推荐滚筒挡轮厂家的小编介绍下吧。

齿轮加工有哪些要求?就让厂家的小编介绍下吧 1.首先加工哈弗面,之后把两半齿圈组成一体。2.螺栓连成整体后再进行齿形及其它部分的加工;3.两半哈弗面必须在对应的齿的中点,拼合齿轮对接处节距允差正负0.11mm;4.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;5.烘干机大齿轮加工时,在齿侧面刻出分度圆线; 6.烘干机大齿轮顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;以上就是的小编介绍的内容。

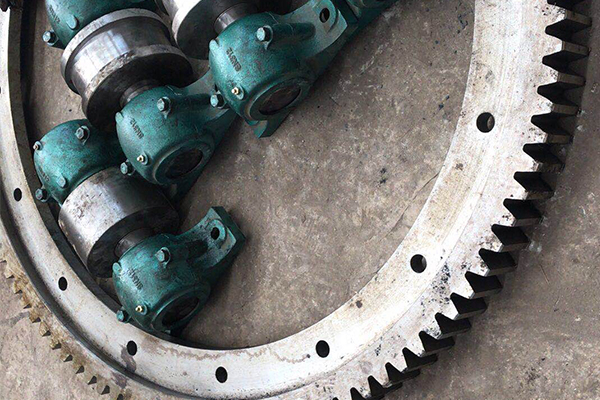
烘干机轮带断裂的原因分析,就让厂家的小编介绍吧。轮带表面产生网状裂纹以及大块剥落缺陷,致使轮带早期非正常接触疲劳开裂。我们知道,在烘干机运转过程中,轮带表面实际承受一周期变化的动载荷,在轮带表皮层内3-4mm以及5-7mm位置,分别存在交变载荷和脉动载荷,在该应力作用下所产生的微裂纹与接触应力平行或成45度夹角,随着裂纹扩展以及其他外弯距的作用,裂纹向表皮及纵深方向进一步发展,甚至贯通、脆裂,造成表层剥落破坏。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





