
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

烘干机设备底座与托轮安装质量要求 ?就让厂家的小编介绍的内容。①托轮底座高偏差不得大于±2mm。②托轮底座十字中心线和设计位置的中心线(或中心标版)偏差不得大于±2mm,但两底座纵向中心线必须在同一直线上,其偏差不得大于±0.5mm。③两组托轮的标高偏差,不得大于0.5mm,同组两个托轮的标高必须一致,偏差不大于0.05mm。④两组托轮的横向中心偏差不得大于±2mm。⑤托轮的斜度应按图纸规定,其偏差不得大于±0.1mm/m。以上就是的小编介绍的内容。

回转窑托轮表面严重磨损的处理方法,就让厂家的小编介绍吧。①将回转窑窑体调整在向上或向下窜动的固定位置,把托轮调整到吃刀位置,用上下托轮承受筒体窜动力。②用厚钢板自制简易刀架,使刀架走、退范围符合要求,可根据托轮宽度自定。③利用托轮调整螺杆的固定螺孔,将走刀架固定在托轮座上,将回转窑窑体转速调至适宜范围,使走刀架前后、左右走刀自如,用较适当的进刀量将托轮凹面车平,将凸台车削平整,使托轮达到原有精度要求。 以上就是的小编介绍的内容。
球磨机小齿轮怎么安装?就让球墨烘干机齿轮厂家的小编介绍下吧。1.齿轮安装前,将轴承座等全部零件认真检查,去除毛刺,彻底清洗干净,才可以进行安装。2、将装配好的小齿轮装置吊起,按预定的位置平稳地放在小齿轮装置底版上,并对小齿轮装置底版、轴承座及传动轴安装位置进行严格检查,以确保齿轮啮合性能良好,同时将联轴器半体安装好。3、将球磨机小齿轮装置与其底版用螺栓固定,小齿轮齿面上涂红丹,盘动小齿轮轴,使其与大齿轮啮合。以上就是蚌埠球墨烘干机齿轮厂家的小编介绍的内容。

托轮损坏的形式有哪些?厂家的小编介绍下吧。首先,托轮表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料的疲劳掉块。 其二,由于托轮轴与瓦接触精度差,造成轴与瓦发热拉丝、不规则磨损。 第三,托轮开裂与轴打滑,多为装配过盈量过大及铸造缺陷引起托轮从端部开裂。 第四,轴断,轴断的原因一般是过盈量太大,造成轴与托轮接触端部缩颈,从而因应力集中造成断轴;当然也不能排除制造缺陷引起的断裂。以上就是的小编介绍的内容。

烘干机排水泵噪声过大怎么处理?就让厂家的小编来为大家解答吧,烘干机排水泵靠叶轮产生的真空把水从下面吸上来再打到高处,如果泵体内没水的话,真空形不成,那水就吸不上来了,如果液位高于水泵,可以利用自灌的方式把水引入泵体内,不然也需要灌水。在正常情况下,排水泵工作时,如果烘干机内无液体排出,排水泵处于空载状态工作,噪声比有液体排出时稍大是正常的。以上就是的小编介绍的内容。

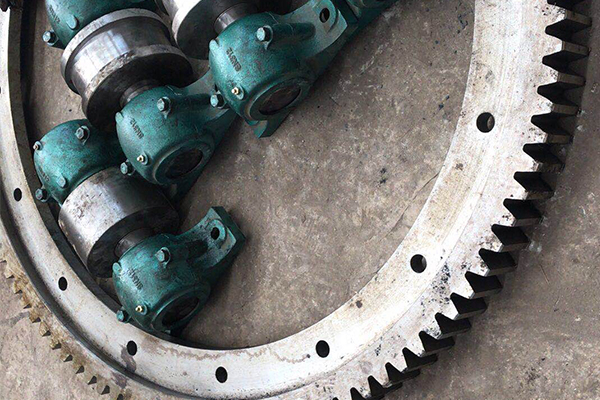
回转窑大齿圈拼接与安装方法?就让厂家的小编介绍吧。1、转动简体,检查齿圈的径向跳动和端面跳动,调整后,径向跳动不大于1.5mm,端面跳动不大于1mm。2、将其调整合适后,用齿轮连杆固定于窑体上。预装12个连杆中的8个,将其相应连接座与筒体点焊。3、松开安装工具上的径向和轴向调整螺栓,再检查回转窑大齿圈的径向和端面跳动是否符合上述要求,若不符合 则应重新调整至符合要求为止。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





