联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
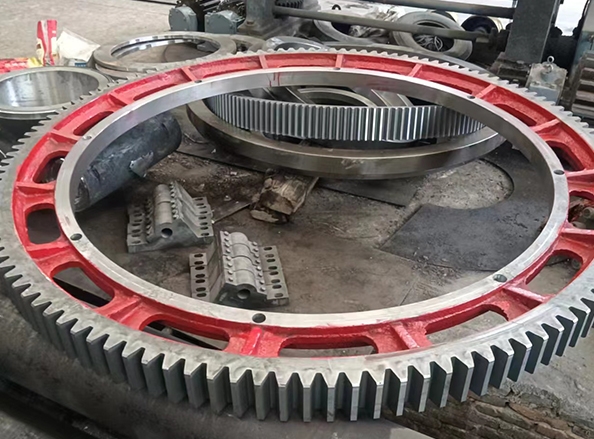
我厂生产各种规格滚筒烘干机配件,烘干机大齿轮、烘干机小齿轮、烘干机托轮、烘干机挡轮。加工设备齐全,技术力量雄厚,每年为全国生产和使用厂家生产烘干机配件1200于套。如有需要请来人来函洽谈业务。
烘干机大齿轮(大齿圈)技术要求:
1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件;
2烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm;
3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%;

4.大齿轮齿面和凸台不允许补铸,但允许有小于5毫米,深3毫米的个别缺陷;
5烘干机大齿轮.铸件加工前要进行热处理以消除内应力,热处理后硬度HB=170-210;
6.首先加工烘干机齿圈的接合面,之后把两半齿圈组成一体。
7.烘干机大齿轮连成整体后再进行齿形及其它部分的加工;
8.两半烘干机齿圈接合面必须在齿各的中点,拼合齿圈对接处节距允差正负0.11mm;
9.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;
10.烘干机大齿轮加工时,在齿侧面刻出分度圆线;
11.在车烘干机大齿圈顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;
12.待安装校正后与弹簧板配制,并做出相应标记。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米