联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
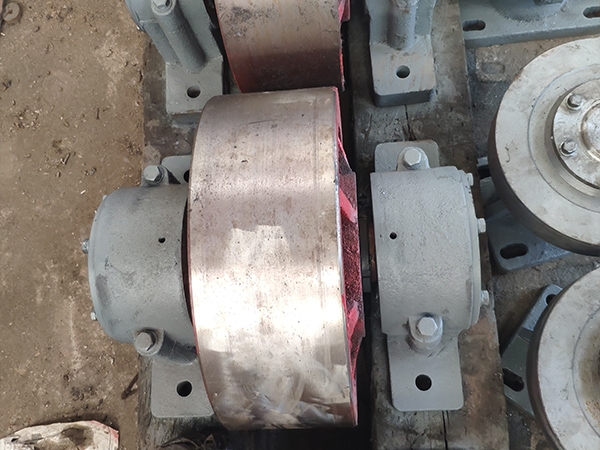
回转窑托轮技术要求
①铸件按JB/ZQ4000.7-86《锻件通用技术要求》规定,进行检验和验收。
②锻件材料的化学成分和机械性能按TB/ZQ4288-86《合计结构钢》规定进行,并提出检验和验收报告。
③调质处理后的机械性能及工作表面硬度为HB227-269,从外圆表面至30mm,深度范围内硬度值,其允许偏差值,在同一圆弧表面上不应超过HB30,在同一母线上不应超过HB40,制造厂应提供工作表面硬度曲线。
④回转窑托轮不应有白点,裂纹,夹层,折叠,锻伤,夹渣等缺陷,超声波探伤按JB3963-85《压力容器铸件超声波探伤》规定执行,Ⅰ级为合格。
⑤工作表面应进行磁粉探伤,按JB3965-85《钢制压力容器磁粉探伤》规定进行,允许缺陷Ⅰ级为合格,工作面20mm深度范围内不允许补焊。
⑥铸件作晶粒度测定,按GB4730-86《金属平均晶粒度测定方法》规定,晶粒度不小于Ⅴ级。
⑦ 铸件作非金属夹杂物的检查,其检查结果脆性夹杂物、塑性夹杂物不大于2.5级,且两者和不大于4.5级。
⑧回转窑托轮加工完成后,在运输,保管和安装过程中,应注意工作表面不得损伤,须涂一层酚醛清漆保护。

回转窑托轮总成整体要求
①要求托轮和托轮轴调质后再进行精加工热装配,形位公差按各件要求进行。
②推力滚子轴承用端盖与轴承座间加纸垫调整间隙量。
③轴承为正品国产(提供哈、瓦、洛质量证明)两侧轴承安装应对称。
④装后转动灵活,不应有碰卡现象。
⑤空转检测拖轮经向、轴向跳动≤0.30mm。
⑥轴承座的中心位置标识板上应打印中心线,便于安装找正。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米