联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
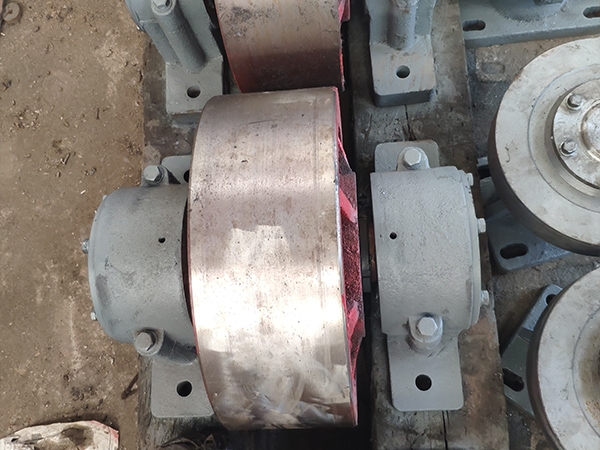
托轮是回转窑的重要部件,通过轮带支撑着回转窑,所以托轮的好坏直接影响窑的运转质量,以下对回转窑托轮的损坏形式和更换方法进行简单介绍,供同行参考。
一、托轮损坏的形式
托轮的损坏有多种形式。
首先,托轮表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料的疲劳掉块。
其二,由于托轮轴与瓦接触精度差,造成轴与瓦发热拉丝、不规则磨损。
第三,托轮开裂与轴打滑,多为装配过盈量过大及铸造缺陷引起托轮从端部开裂。
第四,轴断,轴断的原因一般是过盈量太大,造成轴与托轮接触端部缩颈,从而因应力集中造成断轴;当然也不能排除制造缺陷引起的断裂。
第五,托轮使用年限长,磨损严重出现台阶等,严重影响运行质量,使窑上下串动受到影响,可以理解为寿命已到,需要更换等。

二、托轮更换的方法
1.编制检修方案,掌握关键尺寸、精度要求,做好技术准备。
2.清理现场油污,找出窑及托轮中心线,并在托轮底座和基础底板上打上记好。
3.把千斤顶、倒链等工具运到检修现场。
4.待窑冷却后,把千斤顶稳定地置于轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。
5.拆除托轮瓦的隔热板,放在不碍事的地方。
6.拆除托轮瓦盖、油勺、循环水管道等并放在不影响检修的地方。
7.顶起轮带,使其离开托轮10毫米左右。检查千斤顶是否有泄漏下沉现象,若有,应先排出故障。若无下沉现象,在千斤顶油缸两侧与轮带之间垫钢板或专用方铁打紧,防止泄漏轮带下沉,并对千斤顶泄压检验。若没有不良反应,重新使千斤顶吃紧并打紧垫铁。
8.在托轮底座四周打好记好号。
9.松开待换托轮底座地脚螺栓,用倒链或千斤顶将托轮推开到方便起吊的位置。
10.在托轮上挂钢丝绳,将托轮吊离现场。
11.清理托轮,测量托轮、轴头直径及磨损量。
12.清理现场油污。清洗瓦并判断确定是否还用,若不用,将其拆除。
13.若换新瓦,应对新瓦进行相关尺寸检查。
14.清理新托轮上的异物油迹,测量尺寸。
15.根据检查检测结果,开瓦口,保证瓦口侧间隙在轴径的千分之二左右,导油楔槽过度自然。
16.瓦与轴对研,使其包角在60度左右,接触瘢痕,达到左右间距不大于3毫米。推力盘结合严实,瘢痕均匀。
17.瓦背的检查:把瓦与瓦胎对研,使其接触瘢痕达到左右间距小于5毫米。之后将其固定在瓦胎上。
18.根据托轮测量尺寸,计算新托轮的位置,并画出更换后瓦座的位置,保证托轮受力状态与老托轮相对基本不变。
19.起吊新托轮置于瓦上并对正,之后拆除起吊索。
20.用倒链或千斤顶配合顶丝把瓦座就位并找正,且复查与新位置的重合度。
21.无问题后,紧固地脚螺栓,吃紧顶丝。
22.定起轮带少许,拆除方铁,慢慢把轮带放在托轮上。
23.清洗轴、瓦,安装油勺,接通循环水,并进行实验,若不漏水,扣上瓦盖。
24.加入润滑油,装上隔热板。
25.慢转窑,根据油膜情况检查判断推力盘、瓦与轴的接触情况。检查油勺是否干涉、推力盘与瓦裙间隙等情况。
26.检查验收正常,收拾工具,清理现场,托轮更换工作结束。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米